
- Home
- Centre de connaissances
- Prolonger la durée de vie utile des fluides caloporteurs dans les systèmes à phase liquide
Read the White Paper
Pour comprendre comment conserver les propriétés d’un fluide neuf, nous devons d’abord connaître les menaces opérationnelles du système qui influent sur l’efficacité du fluide.
Les systèmes de transfert de chaleur sont conçus pour transférer l’énergie thermique d’une source de chaleur vers un autre emplacement au moyen d’un fluide caloporteur. La dimension et la conception de chaque système sont établies selon les propriétés physiques d’un fluide neuf et non contaminé. Les performances du système dépendent du maintien du fluide dans des conditions optimales.
Le défi pour les exploitants est que le fluide caloporteur – l’élément vital du système – se dégrade lentement, ce qui entraîne l’encrassement des surfaces où se produit l’échange de chaleur. Cette dégradation augmente à son tour l’énergie nécessaire pour maintenir la température et finit par faire baisser l’efficacité et la productivité. Il en résulte inévitablement des temps d’arrêt plus longs pour l’entretien, ce qui entraîne des dépenses imprévues. Lorsque le fluide subit une dégradation, il n’a plus les mêmes propriétés qu’initialement et celles-ci continuent de changer à mesure que la dégradation s’aggrave.
La question pour les exploitants est désormais la suivante : comment garder le système aussi efficace et productif qu’il l’était au moment du remplissage initial, avec un fluide qui se dégrade avec le temps et l’utilisation?
Le présent document technique tente de répondre à cette question. Bien qu’aucun expert ne puisse garder le fluide caloporteur dans son état d’origine indéfiniment, les exploitants de système peuvent certainement préserver les propriétés du fluide neuf plus longtemps en évitant les menaces courantes à l’origine de la dégradation et en sélectionnant un meilleur fluide pour l’application.
Il y a deux températures de fluide à prendre en compte lorsque celui-ci circule dans le système. La compréhension de ces profils de température de fluide dans le système de transfert de chaleur est essentielle à une exploitation sûre et efficace du système.
La première température à noter est la température global (Tglob.). Cette température est réglée par l’utilisateur en tant que température programmée prévue du fluide à la sortie de la source de chaleur. Par exemple, dans une chaudière où le fluide caloporteur circule dans un tuyau entouré de chaleur (comme illustré à la Figure 1), la Tglob. est censée représenter la température des molécules d’huile au centre du tuyau.
Figure 1
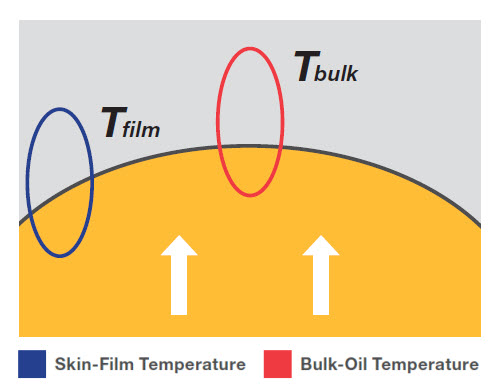
Figure 1 : La température globale est la température à la sortie du réchauffeur. La température superficielle est la température du fluide en contact avec la paroi du tuyau. Utilisez la température superficielle, au lieu de la température globale, comme base pour sélectionner un fluide caloporteur.
La deuxième, moins connue, est la température superficielle (Tsup.). Aussi connue sous le nom de température de paroi, la Tsup. est la température des molécules de fluide qui sont directement en contact avec la paroi du tuyau, l’élément chauffant ou toute surface qui sépare le fluide de la source de chaleur directe. Malheureusement, la Tsup. n’est pas indiquée sur un panneau ou sur un écran, elle est calculée par les ingénieurs qui ont effectué les calculs d’échange énergétique lors de la phase de conception du système. Toute modification ou extension de la configuration du système ou de la température de fonctionnement nécessite un nouveau calcul de la Tsup.
Dans tous les cas, la Tsup. sera supérieure à la Tglob., mais dans un régime à écoulement turbulent, le mouvement des molécules tentera de forcer une redistribution de la chaleur à l’intérieur de l’huile vers le centre du tuyau.
Dans les systèmes bien conçus – où le débit de l’huile est suffisant (c.-à-d. nombre de Reynolds élevé avec fort écoulement turbulent) et le flux de chaleur est raisonnable (c.-à-d. de 12 à 16 W/po² dans les applications avec chauffage électrique), la – Tsup. ne sera que légèrement supérieure à la Tglob.
L’écart entre la température superficielle et la température globale est fonction des paramètres du système (c.-à-d. la capacité de la pompe, l’état du réchauffeur, le diamètre du tuyau, etc.) et les conditions de fonctionnement (c.-à-d. la vitesse du fluide, l’énergie thermique fournie par la source de chaleur, etc.)
Cependant, si un fluide a une viscosité élevée (en raison de la dégradation ou lorsqu’il fait froid au démarrage du système) ou que le débit diminue (en raison d’un problème de pompe ou de l’obstruction d’un tuyau, par exemple), l’énergie nécessaire pour maintenir la Tglob. requise augmentera et fera en sorte que la Tsup. sera beaucoup plus élevée que la Tglob. Dans une telle situation, un fluide fonctionnant près de sa Tglob. maximale peut soudainement être exposé à une température superficielle considérablement plus élevée que celle qu’il peut tolérer de façon sûre, ce qui accélère le craquage thermique (voir ci-dessous). Plus important encore, cependant, à mesure que la Tsup. se rapproche de la température d’auto-inflammation, cela peut créer un grave danger pour la sécurité.
En sachant cela, la pratique exemplaire consiste à sélectionner un fluide caloporteur en fonction de la Tsup. de l’application, plutôt que de sa Tglob.
Avec ces différences de température à l’esprit, nous pouvons explorer trois des menaces les plus courantes pouvant réduire la durée de vie utile du fluide :
- Dégradation thermique
- Dégradation oxydative
- Contamination par le procédé ou contamination externe
La dégradation thermique se produit habituellement lorsque les molécules du fluide reçoivent plus d’énergie thermique qu’elles peuvent absorber et transporter. Cet excès d’énergie provoque la rupture des liaisons entre les atomes de cette molécule.
Dans les fluides caloporteurs à base organique – comme les huiles de pétrole ou les aromatiques chimiques – le craquage thermique rompt les liens covalents carbone-carbone ou carbone-hydrogène, qui sont normalement très stables et dont la dégradation nécessite une grande quantité d’énergie.
Ce type de dégradation dépend à la fois de la capacité intrinsèque de l’huile à absorber la chaleur et du flux de chaleur à l’intérieur de la source de chaleur – la quantité d’énergie que le fluide reçoit durant son temps de résidence en présence de chaleur.
La Figure 2a illustre un exemple simpliste de ce qui arrive à un fluide caloporteur typique à base d’huile minérale ayant un grade de viscosité ISO 32 durant le craquage thermique. L’énergie excédentaire fragmente les longues molécules d’hydrocarbures, principalement 26 atomes de carbone de longueur, en deux molécules plus courtes comprenant respectivement 12 et 14 atomes de carbone. Ces molécules courtes sont appelées fractions à bas point d’ébullition, car leur point d’ébullition est plus faible que celui des molécules à 26 atomes de carbone. À mesure que la concentration de fractions à bas point d’ébullition augmente avec le temps, la volatilité du fluide augmente et cela se traduit directement par une diminution du point d’éclair, du point de feu et possiblement de la température d’auto-inflammation.
Figure 2a
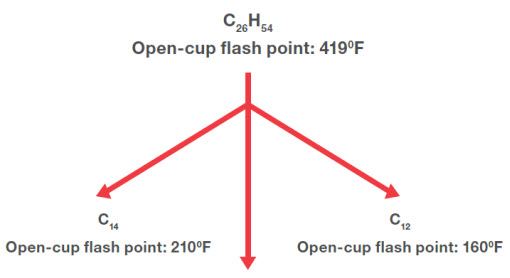
Figure 2b

Figure 2a/b : Un hydrocarbure dans un fluide caloporteur à base d’huile minérale subit une dégradation thermique, ce qui crée des hydrocarbures plus légers ayant des viscosités et des points d’éclair plus bas, ainsi que des dépôts de carbone importants (Figure 2b)
Dans un système ouvert, où le fluide en service chaud est directement en contact avec l’air, une diminution du point de feu et du point d’éclair pourrait poser un important danger pour la sécurité, nécessitant une ventilation sécuritaire ou même le remplacement du fluide.
Une autre préoccupation relative au craquage thermique est la formation de résidus semblables à du coke dans le système (comme illustré à la Figure 2). Cela se produit lorsque le craquage thermique crée des fractions à haut point d’ébullition, soit des molécules contenant un grand nombre d’atomes de carbone et un petit nombre d’atomes d’hydrogène. Comme ces molécules abrasives, semblables à du coke, continuent à se former et à s’accumuler, elles contribuent à l’encrassement des surfaces de la source de chaleur, obstruant les conduites et les coudes et endommageant les joints des pompes. Dans les systèmes avec chauffage électrique, les résidus recouvriront les éléments électriques et épaissiront au fil du temps; dans une chaudière, ils formeront des couches à l’intérieur du serpentin de chauffage. Dans les deux cas, les résidus agiront comme un isolant.
Les résidus deviennent un problème lorsque le réchauffeur, réglé à une certaine température, doit ensuite produire plus d’énergie thermique de sorte que la chaleur puisse traverser non seulement la paroi du tuyau, mais également la couche carbonée pour atteindre le fluide. La chaleur supplémentaire élève la Tsup. du système, ce qui fait augmenter l’écart entre la Tsup. et la Tglob. Cela crée un cycle de dégradation thermique (voir la Figure 3); la chaleur excessive engendre un craquage thermique du fluide caloporteur, entraînant la formation de fractions à haut point d’ébullition et l’accumulation de résidus sur les surfaces de chauffage, ce qui force le réchauffeur à produire davantage d’énergie pour maintenir la Tglob. du fluide.
Figure 3
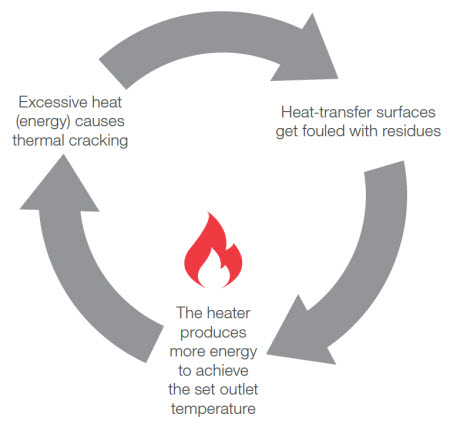
Figure 3 : Le craquage thermique du fluide caloporteur qui se produit à la source de chaleur peut créer des fractions à haut point d’ébullition – de longues molécules qui s’agglomèrent et cuisent sur la surface chaude de la source de chaleur ou de la paroi du tuyau. Avec le temps, les résidus carbonés forment une couche sur la source de chaleur, qui agit comme un isolant. Le réchauffeur doit ensuite produire plus d’énergie pour élever la température du fluide jusqu’à la température de consigne, ce qui en retour cause davantage de craquage thermique. Ainsi, un cycle de dégradation thermique se produit.
Même lorsque le système fonctionne à des températures qui sont considérées comme relativement faibles, le fluide peut quand même subir une dégradation thermique ou voir sa durée de vie utile réduite.
Pour bien gérer le craquage thermique, il est important de prendre les mesures suivantes :
Utiliser le bon fluide. Choisir un fluide caloporteur ayant une grande stabilité thermique. Les fluides à base de pétrole formulés au moyen d’huiles blanches rigoureusement hydrotraitées, par exemple, ont une plus grande stabilité thermique comparativement aux huiles minérales classiques. La plupart des problèmes associés aux anomalies de température localisées ou temporaires peuvent être évités.
Ventiler correctement et en toute sécurité. La ventilation permet aux exploitants d’extraire les hydrocarbures légers et volatils qui se forment dans le fluide et le système quand le craquage thermique se produit. Dans la plupart des systèmes, l’évacuation des fractions à bas point d’ébullition se fait par la circulation d’une partie du fluide chaud vers le vase d’expansion afin que les molécules ayant une pression de vapeur élevée puissent migrer naturellement à la phase gazeuse et être extraites du fluide. Selon la conception du système, les vapeurs peuvent ensuite être libérées dans l’atmosphère ou condensées et recueillies dans un fût ou un réservoir en vue de l’élimination du produit conformément à la réglementation locale.
Du fluide neuf devra être ajouté afin de maintenir le niveau de fluide après la ventilation. Pour des raisons de sécurité, il ne faut jamais ajouter du fluide neuf directement à l’huile chaude qui circule. Il faut plutôt ajouter le fluide dans le vase d’expansion ou d’autres réservoirs tièdes reliés au fluide circulant dans le système. Il n’est pas recommandé d’exercer une ventilation continuelle ou durant des périodes prolongées, car la hausse de la température du fluide dans le vase d’expansion accélère l’oxydation ou peut causer un problème de sécurité à mesure que la température du fluide en contact avec l’air se rapproche de son point d’éclair.
Il est important d’utiliser le programme d’analyse d’huile usagée du fournisseur à bon escient pour comprendre le taux de production de fractions à bas point d’ébullition dans toute opération. En recourant à la ventilation et à l’analyse du fluide, il est possible d’établir à quelle fréquence et pendant combien de temps le fluide doit être ventilé.
Adoptez des procédures de démarrage et d’arrêt appropriées. Les processus de démarrage et d’arrêt sont à l’origine de nombreux cas de craquage thermique. Ce qui compte, ce n’est pas d’obtenir la température la plus élevée, mais plutôt la vitesse avec laquelle vous essayez de l’obtenir. En dépit des pressions pour démarrer le système et augmenter la température le plus rapidement possible, un démarrage rapide et un arrêt inapproprié peuvent considérablement réduire la durée de vie du fluide et diminuer l’efficacité du système. Le démarrage d’un système dans les conditions ambiantes et l’élévation de la température jusqu’à 204 à 260 °C (400 à 500 °F) devraient se faire sur une période de plusieurs heures afin de réduire le flux de chaleur au minimum. Le comportement des huiles minérales est tel que leur viscosité baisse d’environ 70 % à des températures allant de 21 °C à 49 °C (70 °F à 120 °F). Cela entraîne une différence considérable dans le nombre de Reynolds et dans la capacité à obtenir un écoulement turbulent. L’augmentation de température doit être suffisamment lente au moment du démarrage, au moins jusqu’à ce que le nombre de Reynolds du fluide devienne assez élevé pour tolérer un taux de chauffage plus élevé. Lorsque la température augmente, la baisse de viscosité du fluide est moins prononcée et l’augmentation de la température du système peut donc être plus brutale pour atteindre la température de fonctionnement.
L’arrêt d’un système de transfert de chaleur peut aussi avoir un effet destructeur si la pompe est arrêtée trop tôt.
Même si la source de chaleur a été arrêtée, les chaudières contiennent du matériau réfractaire qui peut conserver la chaleur pendant plusieurs heures. Par conséquent, l’huile stagnante dans la tuyauterie continue d’être chauffée et subit un craquage thermique. Il est très important de maintenir la circulation du fluide pendant plusieurs heures après que la source de chaleur a été arrêtée – jusqu’à ce qu’il se soit refroidi à 65 °C (150 °F) – pour éviter d’exposer le fluide à une chaleur excessive.
Conseils pour réduire la dégradation thermique dans le système :
- Surveillez et contrôlez le flux de chaleur du système
- Entretenez les pompes
- Ayez recours à l’analyse du fluide pour déceler les signes avant-coureurs de dégradation de l’huile et la teneur en solides
- Filtrez continuellement l’huile au moyen de filtres à éléments filtrants en verre de fine porosité (50 μm ou moins) résistants aux températures élevées
- Adoptez les meilleures pratiques de démarrage et d’arrêt
L’oxydation peut se produire en raison de la réaction du fluide caloporteur avec l’oxygène contenu dans l’air. À l’instar de toute autre matière organique, un fluide exposé à de l’oxygène se dégrade.
L’oxydation est largement liée à la température. Plus la température est élevée, plus le taux d’oxydation est rapide. En règle générale, pour chaque augmentation de 10 °C (18 °F) de la température, le taux d’oxydation double. Les sous-produits de la dégradation dans le cas des huiles minérales ou des fluides à base d’aromatiques chimiques synthétiques peuvent inclure des substances comme des acides carboxyliques, des cétones et des aldéhydes.
Les premiers signes visibles du processus d’oxydation sont :
- la décoloration graduelle du fluide (voir Figure 4)
- l’augmentation de la viscosité
- la formation de composés insolubles et de boue
Graphique 4

Figure 4 : Une décoloration progressive se produit lorsqu’un fluide caloporteur est exposé à de l’oxygène avec le temps.
Les sous-produits de l’oxydation ne sont pas très solubles dans l’huile et ont tendance à adhérer aux surfaces métalliques ou à se déposer dans les zones à faible débit, comme le fond du vase d’expansion. Il est très difficile d’enlever entièrement ces sous-produits avec des fluides de nettoyage et de rinçage.
Le drainage du fluide caloporteur n’éliminera pas toute la boue dans la tuyauterie. À ce stade-ci, seules l’élimination manuelle ou l’utilisation d’agents nettoyants chimiques aideront à restaurer l’efficacité initiale du système. S’il n’est pas éliminé, le résidu acide raccourcira la durée de vie du fluide frais, car il agira comme catalyseur pour accélérer la corrosion. Par conséquent, il est important de surveiller et de gérer le niveau d’oxydation du fluide. Un remplacement partiel du système tous les deux ou trois ans contribuera grandement à maintenir l’efficacité du système plutôt que de laisser l’oxydation faire ses ravages et forcer l’arrêt du système pendant des jours pour le nettoyer, le rincer et le recharger.
Pour lutter contre l’oxydation, nous devons prendre en considération le rôle des éléments suivants :
Protection par gaz inerte. Dans les systèmes fermés, la manière la plus efficace d’éliminer l’oxydation est d’installer une protection de gaz inerte dans le réservoir d’expansion. Pour cela, il faut remplacer l’air par un gaz inerte, car sans oxygène pour réagir, l’oxydation ne peut pas se produire. Le gaz le plus couramment utilisé pour la protection par gaz inerte des vases d’expansion est l’azote, mais le dioxyde de carbone et l’argon s’utilisent également. La pression du gaz inerte est maintenue légèrement au-dessus de la pression atmosphérique, habituellement autour de 2 psig (14 kPa). Il est essentiel d’effectuer des inspections et une maintenance continues pour prévenir les fuites, car celles-ci mineront la fonction du système de protection par gaz inerte et feront en sorte que votre investissement se volatilisera littéralement.
Choix du fluide. Un autre moyen de gérer l’oxydation est de sélectionner un fluide contenant des inhibiteurs d’oxydation appropriés. Le type et le nombre d’inhibiteurs d’oxydation utilisés et leur qualité varient grandement d’un produit à un autre. Certains fluides n’utilisent pas d’antioxydants, d’autres utilisent des antioxydants classiques, tandis que les fluides caloporteurs plus sophistiqués utilisent des additifs chimiques synergiques conçus pour mieux résister aux températures élevées dans les systèmes caloporteurs.
Les inhibiteurs d’oxydation fonctionnent de différentes façons, mais habituellement ils réagissent avec les radicaux libres et les composés oxygénés (comme les peroxydes) avant de pouvoir réagir avec les molécules d’huile. Soyez conscients que certains fluides sur le marché ne contiennent pas d’additifs; ils sont par conséquent plus susceptibles de s’encrasser et ont une moins grande stabilité à l’oxydation.
Cela a moins tendance à se produire dans les systèmes qui consomment beaucoup d’huile, car ces derniers comptent beaucoup d’antioxydants et il faut un certain temps pour oxyder un volume aussi important. Dans ce cas, l’expérience, des évaluations comparatives et une analyse régulière de l’huile en service sont importantes pour juger de la stabilité à l’oxydation lorsque vient le temps de choisir un fluide caloporteur.
Les systèmes ouverts permettent au fluide d’entrer en contact avec l’air en tout temps, d’où l’importance de choisir un produit robuste avec antioxydants et préférablement un produit conçu pour résister à l’exposition à l’air. Même dans un tel cas, des vidanges fréquentes sont nécessaires et un nettoyage ou un rinçage du système doit être effectué périodiquement, aussi souvent qu’à toutes les trois vidanges d’huile, si une efficacité optimale est une préoccupation.
Contamination interne par le procédé. La contamination peut être dommageable pour les composants du système caloporteur et son fluide. Bien que la logique veuille que la contamination soit peu probable, car la pression est plus grande du côté du fluide, l’expérience sur le terrain démontre que la matière à traiter peut pénétrer dans le flux de fluide caloporteur. L’urgence avec laquelle il faut réparer une fuite dépend de la composition chimique du contaminant, du fluide utilisé et de la gravité de la situation. S’il est facile de trouver une fuite, il est plus difficile pour l’utilisateur final d’en déterminer l’origine exacte.
Par exemple, dans l’industrie pétrolière et gazière, un gaz d’hydrocarbures provenant du procédé peut pénétrer dans le fluide. Ce gaz se mélange très bien avec un fluide à base d’huile minérale ou d’aromatiques chimiques, et la viscosité de toute la charge sera réduite, tandis que la volatilité augmentera. L’asphalte est aussi un contaminant que l’on retrouve couramment qui peut avoir l’effet opposé et considérablement augmenter la viscosité de l’huile et le nombre de fractions à haut point d’ébullition qui encrassent la tuyauterie. Le vanadium est un élément révélateur de la pénétration d’asphalte dans le système.
Dans certains cas, le contaminant peut être inerte pour le fluide, mais il peut réagir avec des traces d’humidité pour former des composés acides ou insolubles qui menacent d’accélérer la corrosion et la dégradation du fluide.
Contamination externe. À part les fuites provenant du procédé interne, la contamination peut provenir de l’exposition aux éléments, de la condensation, ainsi que de l’introduction de liquides étrangers et de contaminants aéroportés. Pour les systèmes où le vase d’expansion se trouve à l’extérieur et où il est ventilé à l’atmosphère, il est essentiel d’avoir un réservoir avec col de cygne à 180° sur le dessus. Bien que cela puisse sembler un élément de base à vérifier, il y a eu des cas où un couvercle boulonné a été retiré et oublié, ce qui a permis à de l’eau de pluie et à de la neige de s’infiltrer dans le vase d’expansion, augmentant la teneur en eau et la quantité de poussière abrasive circulant dans le système.
Un autre problème courant est la contamination d’un nouveau système. Les systèmes d’occasion achetés aux enchères, par exemple, doivent être nettoyés et rincés avant d’être raccordés au système. Les systèmes caloporteurs nouvellement construits sont souvent testés sous pression avec de l’eau, mais sont rarement rincés avec une huile minérale vierge avant la première charge, probablement pour réduire le coût du projet. Les effets négatifs de l’eau sont décrits ci-dessous. Pour cette raison, les nouveaux systèmes doivent être rincés avec un fluide convenable et compatible.
Bien que l’eau dans le système de transfert de chaleur soit facilement détectée par les exploitants, elle est impitoyable et potentiellement dangereuse lorsqu’elle bout et se transforme en vapeur pendant que le fluide circule. L’eau nuira aux différents fluides de différentes manières.
Dans le cas des huiles minérales synthétiques (PAO) du groupe IV ou des aromatiques chimiques, l’exposition prolongée à l’eau pourrait causer :
- l’hydrolyse ou la précipitation des additifs d’huile (dans les fluides avec additifs)
- la corrosion accélérée du système interne
- l’oxydation accélérée
- la cavitation et l’usure des pompes
- des cognements dans la tuyauterie d’huile chaude et des gargouillements ou des éclaboussures dans le vase d’expansion
En fonction de l’analyse de l’huile en service en conditions réelles, nous pouvons dire qu’en général, l’eau ne semble pas poser de problème de productivité immédiat au-dessous de 500 ppm (0,05 % en poids), bien que nous ayons eu l’expérience de systèmes plus sensibles où des concentrations plus faibles ont eu une incidence notable. Si aucun effet n’est ressenti, mais que les résultats sont d’environ 1 000 ppm (0,1 % en poids) d’eau, la situation est plus alarmante et nécessite que l’on détermine la provenance de l’eau et que celle-ci soit éliminée.
Enquête et résolution du problème. Tous les cas de contamination doivent être examinés, résolus et signalés à votre fournisseur de fluides pour obtenir des conseils sur l’effet potentiel sur les métaux, l’huile et les additifs à la température de fonctionnement. Étant donné qu’il connaît son produit, le fournisseur peut aider les exploitants de système à évaluer la situation et à formuler des mesures possibles à prendre. Il est parfois possible d’évacuer le contaminant, de le diluer ou de l’éliminer par évaporation.
Prévention. Il est rare que les entreprises ou les constructeurs tiennent compte du coût d’un rinçage du système. Ils présument que le nettoyage et la mise en service sont faits correctement par l’entrepreneur chargé de mettre le système en service et qu’il ne restera aucun débris ni aucune eau provenant des essais de pression dans la tuyauterie. Découvrir que le liquide de l’essai de pression n’a pas été retiré du système une fois qu’il est en marche pourrait s’avérer coûteux ultérieurement. Les coûts du rinçage initial sont encore moins pris en compte lorsque le fluide choisi est coûteux, tel un fluide à base de silicone ou de perfluoroéther. Il s’agit néanmoins d’une bonne pratique qui s’avérera avantageuse avec le temps.
Filtres. Puisque les nouvelles conceptions de systèmes comprennent de plus en plus souvent des filtres à huile, il est important de tenir un registre de la collecte des solides dans les filtres à huile ou les crépines et d’y inclure des photographies, si possible. La taille, la texture et la couleur des dépôts seront révélatrices. Les dépôts doivent être envoyés à un établissement de recherche ou un laboratoire possédant un équipement sophistiqué pour en déterminer la nature exacte. Une validation par une tierce partie est importante, car les particules solides proviennent de plus d’une source.
Des solides provenant de fluides antérieurs peuvent résider longtemps dans le système avant qu’ils se délogent et qu’ils se trouvent finalement entraînés vers la crépine de la pompe ou le filtre à huile. Cela arrive souvent lorsqu’une chaudière usagée est achetée et mise en service sans être préalablement nettoyée et rincée avant son raccordement au système principal.
Une autre raison de faire analyser les dépôts en laboratoire est que même si les solides semblent avoir une odeur ou une texture familière, il pourrait s’agir de toute autre chose. Ce qui peut ressembler à des particules de carbone noires abrasives peut en fait être du sulfure de cuivre, produit de l’attaque chimique localisée par le soufre – présent dans certains fluides de base – du cuivre que contiennent les vannes en laiton. Dans cet exemple, l’hypothèse que les dépôts sont du carbone peut entraîner d’importantes dépenses pour remplacer le fluide ou ajouter une filtration alors qu’en réalité, c’est la construction de la vanne ou la sélection du fluide lui-même qui a entraîné le problème. L’adoption d’un meilleur fluide caloporteur à base d’huiles de base hautement raffinées du groupe II de l’API, ne contenant pratiquement aucun soufre actif, s’avérerait efficace.
Il est important de considérer d’autres mesures d’entretien de routine pour prolonger la vie des systèmes de circulation d’huile chaude, par exemple :
- Surveillez les alarmes sur le réchauffeur principal et agissez rapidement, qu’il s’agisse d’un voyant rouge clignotant ou d’un avis sur le poste opérateur.
- S’ils ne sont pas recueillis électroniquement, mesurez les paramètres clés (débits, températures, pressions, etc.) sur les indicateurs à différents points du système et vérifiez si les résultats sont conformes aux spécifications de conception.
- Surveillez la consommation d’énergie, la température du fluide dans le réchauffeur et la Tglob. à la sortie. Si l’exigence de température de procédé demeure constante, alors que le réchauffeur a besoin de fonctionner à plus haute température pour maintenir la température du fluide, cela peut indiquer que le fluide épaissit lentement ou que des dépôts se forment sur les surfaces de transfert de chaleur, ce qui réduit l’efficacité énergétique.
- Consignez la température du fluide à l’entrée et à la sortie de la source de chaleur. La différence devrait se situer à l’intérieur de certaines lignes directrices recommandées par l’industrie et les constructeurs.
- Même si tout fonctionne comme il convient, il est recommandé qu’un employé fasse une ronde pour inspecter le système et le vase d’expansion sur une base régulière. Ils peuvent entendre ou découvrir une anomalie qui serait autrement passée inaperçue, comme des vibrations dans un moteur, une défaillance d’un indicateur de niveau d’huile, la cavitation d’une pompe ou une fuite d’huile. La prévention de problèmes potentiels grâce à une maintenance préventive planifiée fera plus que couvrir le coût engagé pour réaliser les inspections périodiques.
- Analysez le fluide périodiquement. Les analyses régulières aident à confirmer les propriétés physiques du fluide, y compris le point d’éclair et tout changement qui pourrait être en train de se produire. Comparez les résultats par rapport aux caractéristiques d’un fluide neuf.
Un mot sur l’investissement. La sélection du bon fluide caloporteur exige que de nombreux intervenants au sein d’une organisation exercent une diligence raisonnable – y compris une analyse complète de l’application. Les acheteurs devraient résister à la tentation de fonder leur décision sur un faible prix de base. À part le fait que le fluide joue un rôle important dans la performance du système et la capacité à atteindre les objectifs de production, il est également à considérer que le prix le plus bas pourrait ne pas tenir compte des variables suivantes :
- Coûts associés à la sécurité des travailleurs, tels que la formation, l’équipement et les dispositifs de protection contre l’exposition potentielle au fluide (sous forme de vapeur ou sous forme liquide)
- Frais de transport pour la livraison
- Coûts associés à la collecte, à la manutention et l’élimination de l’huile usagée et des fûts
- Performance éprouvée du fluide au-delà des données pour l’huile neuve. Les fournisseurs devraient être en mesure de prouver la conservation des propriétés du fluide neuf (p. ex. données sur la stabilité thermique et oxydative)
- Les fournisseurs devraient être en mesure de prouver la conservation des propriétés du fluide neuf (p. ex. données sur la stabilité thermique et oxydative)
- Compatibilité du fluide avec le système courant (p. ex. joints d’étanchéité, établissement des dimensions du vase d’expansion, etc.)
- Miscibilité avec le fluide caloporteur actuel, si une vidange partielle est nécessaire
- Niveau de couverture-responsabilité et d’expertise que le constructeur offre
- Flexibilité du fournisseur à travailler avec vous sur des projets de nettoyage ou de rinçage du système, à fournir un stock de fluide adéquat et à reprendre les volumes de fluide excédentaires inutilisés
Une analyse régulière des fluides est importante, même s’il n’y a aucune raison de croire qu’il y a des problèmes avec le système. Une analyse proactive peut contribuer à la détection hâtive des problèmes avant que ne survienne une réduction coûteuse de la productivité ou pire encore, une défaillance du système. Les tests permettent également une meilleure planification, car ils peuvent indiquer le délai pour un changement de liquide. Voici des directives sur le moment de tester le fluide caloporteur :
- Au cours de la première année d’exploitation des systèmes neufs. Tout problème majeur dans le système susceptible d’avoir une incidence sur le fluide se verra dans les résultats d’analyse.
- Juste après un changement de liquide. Après une semaine ou deux, analysez le fluide même si vous utilisez la même marque; les propriétés du fluide usé auront suffisamment changé pour que tout résidu soit détecté dans les résultats d’analyse de la nouvelle charge.
- Annuellement, du moins pour les grands systèmes. Programmez une analyse une fois par année dans le cadre du programme de maintenance préventive de routine. Les résultats fourniront un rapport à jour dans les dossiers de votre compagnie d’assurance.
Lorsque vous décidez de la façon de tester un fluide caloporteur, il est conseillé d’envoyer un échantillon de fluide au laboratoire du fournisseur du fluide. Ce laboratoire sera en mesure non seulement de réaliser les analyses, mais aussi d’interpréter les résultats.
Les analyses permettent de déterminer l’état général du fluide et jusqu’à un certain point, donnent une idée des conditions à l’intérieur du système de circulation. La meilleure façon d’atteindre cet objectif consiste à établir les tendances à partir d’échantillons prélevés régulièrement. De l’information utile peut certainement être tirée d’un point de données unique, mais l’établissement de tendances procure des données plus valables et augmente l’exactitude du diagnostic aux fins de planification.
Au minimum, un programme d’analyse des fluides caloporteurs devrait inclure les essais suivants :
Viscosité cinématique (ASTM D445-18)
Mesure la résistance du fluide à l’écoulement. Une hausse de la viscosité indique la présence de fractions à haut point d’ébullition et une réduction de la capacité du fluide à transférer la chaleur. Une diminution de la viscosité indique le contraire, soit la présence de fractions à bas point d’ébullition (entraînant une baisse du point d’éclair et possiblement de la température d’auto-inflammation) et possiblement qu’un craquage thermique du fluide est en train de se produire. La limite d’avertissement est une augmentation >30 %; à ce point, des mesures doivent être prises, comme un remplacement partiel ou complet de l’huile.
Indice d’acidité (AN) (ASTM D664-18e2)
Mesure les composés acides et par conséquent, permet de déterminer indirectement dans quelle mesure le fluide s’est oxydé. La plupart des fluides neufs ont un indice d’acidité de 0,05 a 0,10 mg KOH/g, mais consultez votre fournisseur de fluide pour comprendre le point de départ de son huile neuve. La limite critique est d’environ 1,0 mg KOH/g, après quoi la formation de dépôts aura tendance à augmenter.
Point d’éclair par méthode Cleveland en vase ouvert (ASTM D92-18)
Mesure la plus faible température à laquelle les vapeurs du fluide s’enflammeront momentanément (lorsqu’en contact avec une source d’inflammation). Lorsqu’il est plus bas que d’habitude, cela indique souvent une contamination et une dégradation thermique. La limite d’avertissement est de <300°f><>
Solides insolubles
Détermine la concentration de solides insolubles dans le fluide après filtration à travers un filtre d’une porosité de 0,8 micron. La mesure des solides organiques indique dans quelle mesure le fluide s’est dégradé et peut-être aussi dans quelle mesure le système s’est encrassé. Entre-temps, des solides organiques peuvent indiquer une corrosion et une contamination du système. La limite d’avertissement pour les solides est de >0,5 % en poids.
Teneur en eau (ASTM D6304-16e1)
Mesure la quantité d’eau présente dans le fluide. La limite d’avertissement est de 1 000 ppm (l’équivalent de 0,1 % en poids) pour la plupart des systèmes, à moins que des concentrations plus faibles n’aient perturbé le fonctionnement. Il est normal que les systèmes qui fonctionnent de manière régulière aient des concentrations d’eau plus faibles que ceux qui s’arrêtent et démarrent une ou deux fois par semaine, par exemple. En plus du danger pour la sécurité que représente l’eau qui bout et provoque des éclaboussures dans le vase d’expansion, une teneur élevée en eau peut entraîner une corrosion du système, une oxydation plus rapide du fluide et la formation de substances acides et corrosives. L’eau est surtout dommageable pour les fluides aromatiques, en partie parce qu’ils sont généralement sans additifs, donc sans inhibiteurs de rouille et de corrosion.
Contenu en métaux (ASTM D5185-18)
Détermine la concentration d’environ 25 éléments simultanément par plasma à couplage inductif (ICP). Les niveaux de concentration peuvent révéler une corrosion ou une contamination potentielle.
L’obtention de mesures précises validées par des tierces parties pour chacune de ces variables permettra non seulement de prendre des décisions opérationnelles plus éclairées, mais aussi de valider les recommandations de fluide, ce qui peut se révéler utile si une vidange nécessite un temps d’arrêt et un budget imprévus.
Rappelez-vous, le système a été conçu en tenant compte des propriétés d’un fluide caloporteur neuf, donc pour assurer un fonctionnement sûr et prévisible, les exploitants doivent tenter de maintenir l’écart entre l’état actuel du fluide et ce qui est attendu d’un fluide neuf dans une plage restreinte. Les exploitants peuvent maintenir de façon proactive le fluide caloporteur le plus près possible de son état d’origine aussi longtemps que possible, afin de garder le système productif et sécuritaire, avant les arrêts inévitables pour les vidanges et le nettoyage en profondeur du système après un certain temps. Nous encourageons les exploitants à inspecter régulièrement le système, ses composants et le fluide et à faire analyser régulièrement le fluide de leur système en laboratoire.

Related Resources

©2026 Lubrifiants Petro‐Canada Inc., tous droits réservés.